

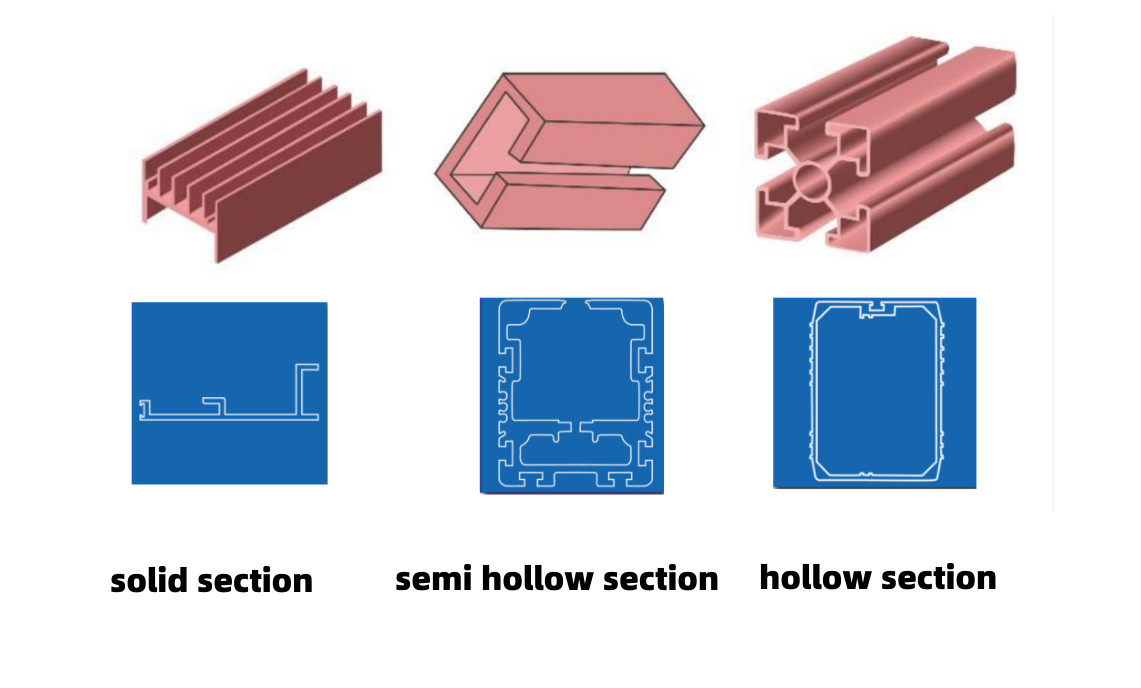
La sezione dell'estrusione dell'alluminio è divisa in tre categorie:
Sezione solida: basso costo del prodotto, basso costo dello stampo
Sezione semi cava: lo stampo è facile da usurare e rompere, con costi elevati del prodotto e dello stampo
Sezione cava: elevato costo del prodotto e dello stampo, il costo dello stampo più elevato per i prodotti porosi
1. Evitare sezioni asimmetriche e sbilanciate
Le sezioni asimmetriche e sbilanciate aumentano la complessità dell'estrusione e, allo stesso tempo, tendono a verificarsi problemi di qualità, come la difficoltà di garantire la precisione dimensionale e la planarità, l'incurvamento e la torsione delle parti, la bassa efficienza produttiva e la facilità di usura degli stampi durante la produzione di massa.
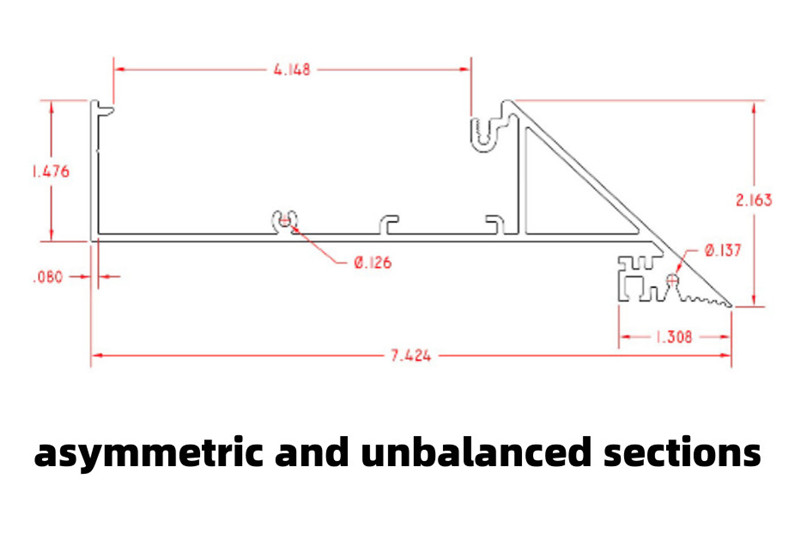
Quanto più la sezione di estrusione dell'alluminio è asimmetrica o sbilanciata, tanto più è difficile garantire la rettilineità, l'angolazione e altre precisioni dimensionali.
Sebbene sia possibile produrre forme asimmetriche e sbilanciate, è meno probabile che il metallo scorra in aree strette e irregolari durante l'estrusione, dove possono facilmente verificarsi distorsioni o altri problemi di qualità.
Inoltre, anche se è possibile estrudere forme asimmetriche e sbilanciate, i costi di attrezzaggio più elevati e i costi di produzione più elevati dovuti alle velocità di estrusione più lente, alla fine portano a costi di lavorazione degli stampi e di produzione più elevati.
Quanto maggiore è il numero di lati e canali in un profilo di estrusione, tanto meno preciso e costoso sarà.
2. Più semplice è la forma della sezione, meglio è
Alcuni progettisti di prodotto progettano un estruso di alluminio con troppe caratteristiche. Sebbene il vantaggio esclusivo degli estrusi di alluminio sia la possibilità di aggiungere fori, asole o borchie per viti nella sezione, ciò porterà a una progettazione dello stampo molto complessa o addirittura all'impossibilità di estrusione, con costi di produzione molto elevati.
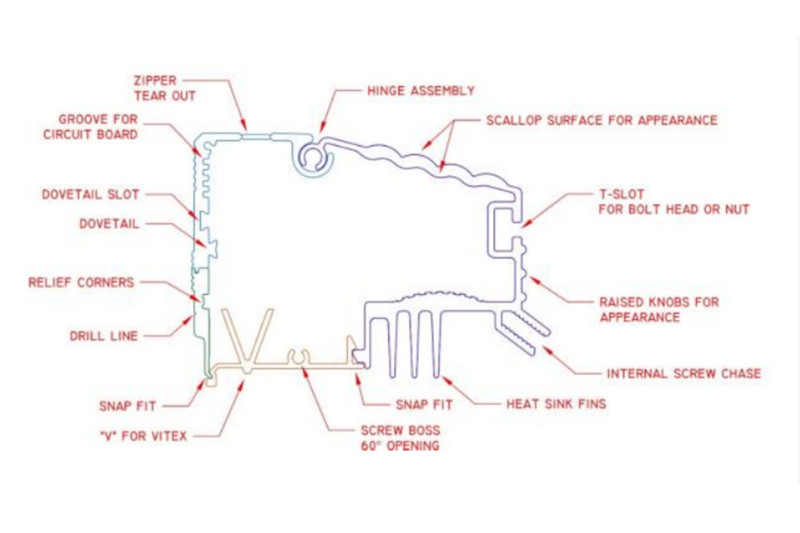
Quando la sezione dell'estrusione è troppo complessa, si può prendere in considerazione l'utilizzo di due o più parti per l'estrusione.
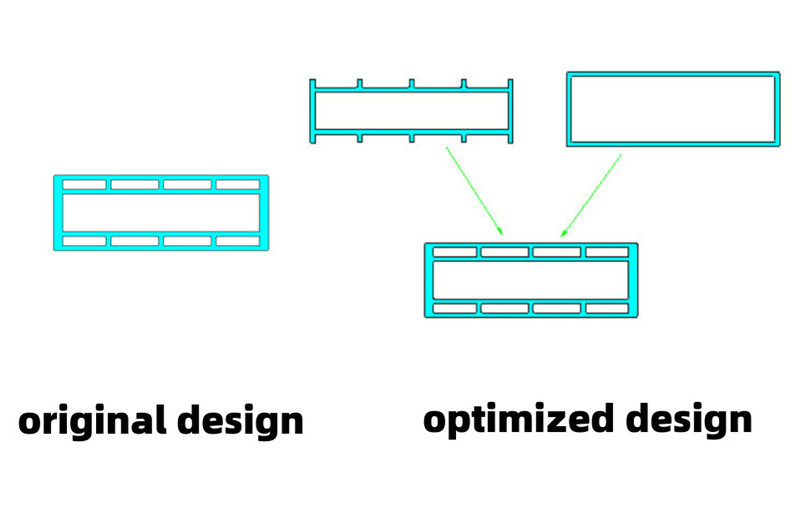
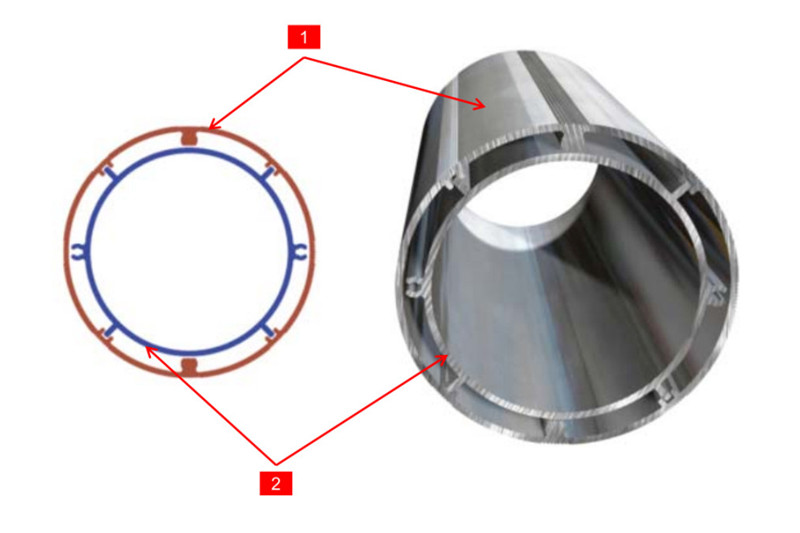
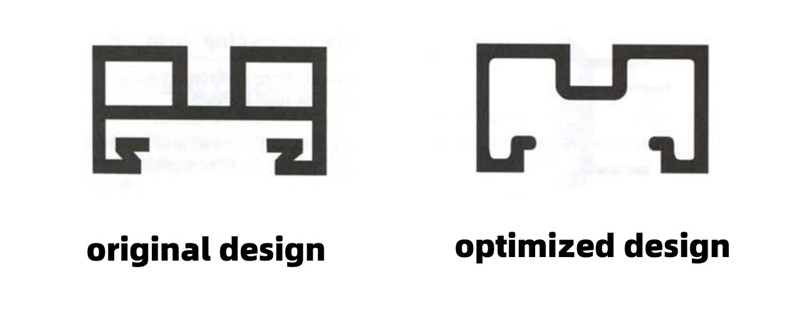
3. Sezione cava porosa ottimizzata per sezione cava monoforo
Ottimizzando la sezione cava porosa in una sezione cava con foro singolo, è possibile semplificare la struttura dello stampo e risparmiare sui costi.
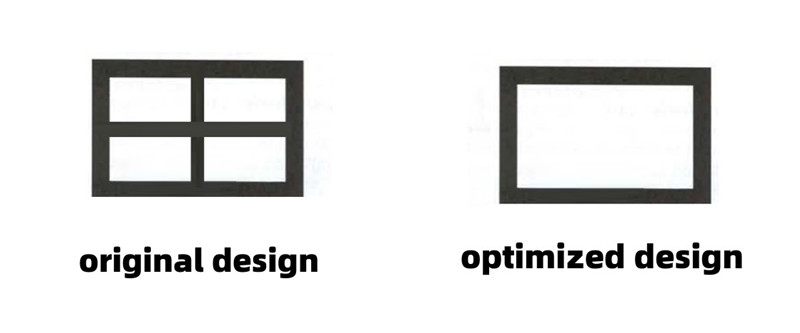
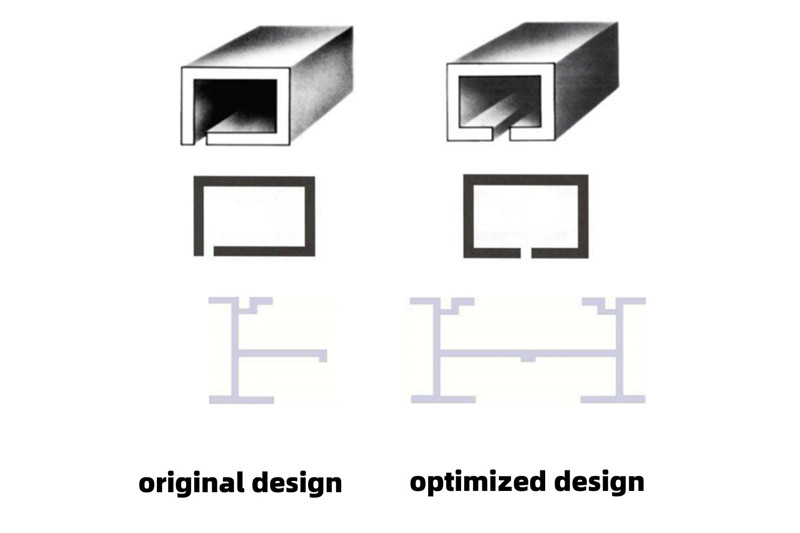
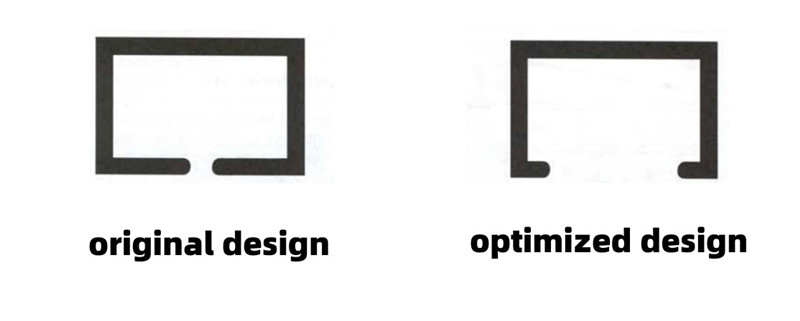
4. Sezione cava ottimizzata in sezione semi-cava
Ottimizzando la sezione cava in una sezione semi-cava, è possibile semplificare la struttura dello stampo e risparmiare sui costi.
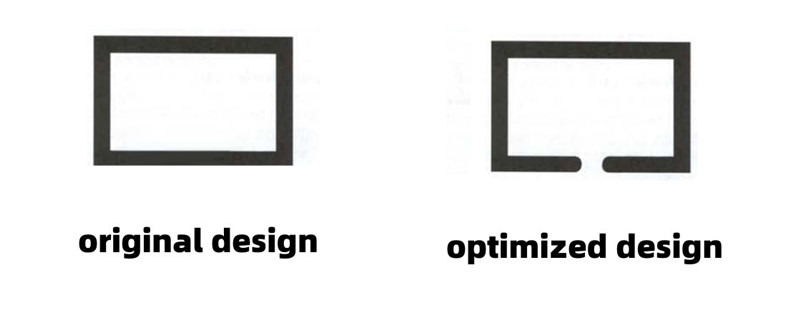
5.Sezione semi-cava ottimizzata per sezione piena
Ottimizzando la sezione semi-cava in una sezione piena, è possibile semplificare la struttura dello stampo e risparmiare sui costi.
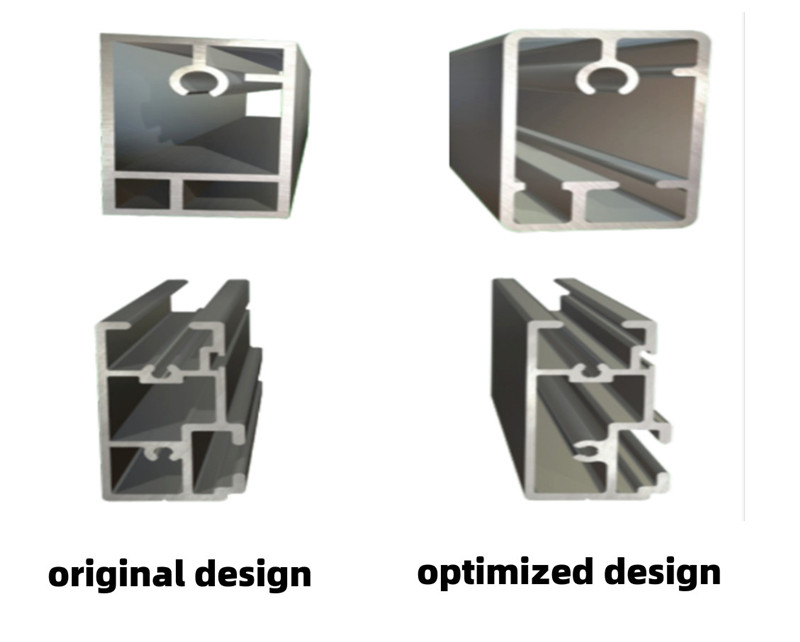
6. Evitare la sezione porosa
Le sezioni porose possono essere ottimizzate attraverso la progettazione per ridurre i costi degli stampi e le difficoltà di lavorazione e produzione.
A cura di May Jiang di MAT Aluminum
16 gennaio 2023
Data di pubblicazione: 18-02-2023



